
LINKING SERIOUS BUYERS TO THE BEST SUPPLIERS
Serving the UK & Irish plastics industry
Injection
Moulding
Rotational Moulding
Vacuum Forming
Low Volume Moulding
Extrusion
Blow Moulding
FRP Moulding
3D Printing
Structural Foam Moulding
Multi
Material & Twin Shot Moulding
Insert/
Overmoulding
Medical & Cleanroom Moulding
LSR Moulding
Machining & Fabrication
Gas Injection
& Mucell®
Compression
& Thermoset Moulding
Polyurethane (PU) Moulding
Rubber Moulding
Rigid PVC Moulding
Post-Mould Services & Assembly
Caps, Closures
& Packaging Moulding
Product Designers & Developers
Micro Injection Moulding
This category is designed for users to locate top UK & IE based plastic manufacturers and plastic moulding companies to produce their components. All companies have ISO9001 and are selected by PlastikCity based on reputation, financial stability and utilising modern, efficient equipment.
Detailed information on each of the above processing specialities is provided when you click the relevant button below. If you are less familiar with the plastic manufacturing sector, the first two buttons offer some useful guidance. You can also contact us directly if you need our advice.
You might be looking to get a plastic part produced by a third party, or even considering your own in-house manufacturing facility. Either way, several common steps are initially required.
YOUR IDEA
You will need to have a good idea of the product required and be confident that you are not infringing on any existing patents.
THE DESIGN
You won’t be able to progress past the initial concept unless you have a detailed product design. There is more to consider than how the component will look and function. If the design is complex, you may need assistance from a specialised Product Design & Development Company. They ensure that the product is fit for purpose and will be as simple to manufacture as possible. They will also be able to produce suitable CAD drawings (e.g. to be used to make tooling) and prototype parts.
As part of the design process, you should also consider:
‘Mouldability’
While the look of the product is important, you also have to ensure its design can be readily manufactured.
For instance, during injection moulding, apertures that are not in the plane of post-moulding part removal will have to be formed around moving cores. These cores are mechanically (using cams) or hydraulically moved in and out of the area of the tool where the aperture in the wall of the moulding is needed. This allows components to be ejected off the tool.
‘Draft angles’ are also used, creating a slight taper that allows the product to be ejected once it has cooled and shrunk slightly.
Precision
The level of moulding precision needed will depend largely on the final application of a product, e.g. if it is mainly cosmetic in nature, or conversely if it forms part of a complex assembly with tight tolerances. In the latter case, consideration will need to be given to:
Durability and stability
Depending on the application of the product, its stability and durability will be impacted by the environment in which it is used. As well as the polymer grade selection being appropriate, additives can be used to enhance performance.
For example, fillers such as glass fibres can greatly improve load-bearing properties and resistance to abrasive wear. Another example would be the need for a product to be resistant to outdoor UV light, which can cause colours to fade or material to degrade and lose strength. In this case, UV stabilisers can be added.
Product wall thickness and support structures (such as ribs) can also be considered if a product is to be subjected to exterior shock or load.
Cost considerations
Making sure the design of a product is correct before it goes into production can save significant amounts of money in the longer term. For example:
Appearance and ergonomics
Consideration should be given to the visibility of a product. For example, should it be cosmetically pleasing to the eye, or is it concealed from view?
If a product is to be handled, thought should be given to surface finish and feel, as grip and tactile properties are also important in this instance.
Future development
Consideration should be given to the longer-term life of a product. If tooling can be easily modified if product design is enhanced, then this can save the costs associated with having to completely ‘re-tool’.
Design for assembly
Consideration should be given to how a product will need to interact with others, for example, as part of a more complex assembly. Careful design can help to reduce the number of components within an assembly, reducing both tooling and assembly costs.
The tolerances of other components within the assembly and the materials used to produce them should also be considered. For example, metal components will have different expansion and contraction rates to plastics.
The method of assembly also must be considered. Recyclability at the end-of-life stage is becoming more important, so bonding components by ultrasonically welding them together, or using clips may be preferable to adhesives or fasteners.
Design for long term impact on the environment
As well as specifying assembly methods that don’t require non-plastic items to be incorporated, or even differing plastic grades to be combined, consideration should be given to how readily a particular polymer type can be recycled when it reaches end of life.
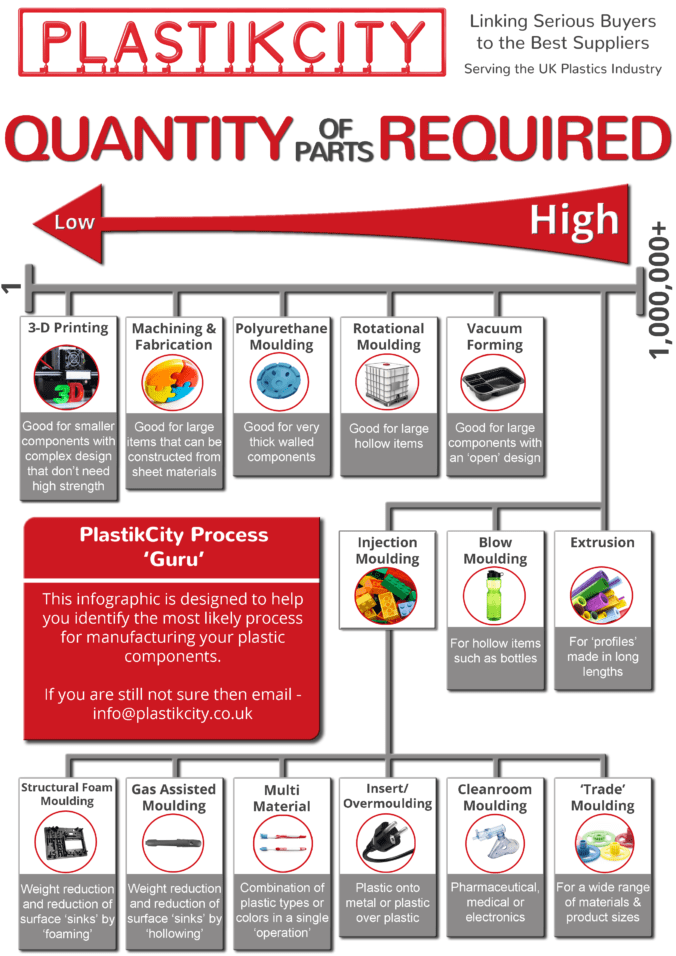
There is usually one manufacturing process that best suits your combination of part design and quantities required. Our useful ‘Plastic Guru’ section provides some guidance, but you can also talk to the PlastikCity team using the online chat facility and via Contact Us.
You can read more about tooling in the dedicated section, but unless you are producing just a few components (e.g. by 3D printing or fabricating them from sheet material), there will be tooling costs involved. This cost varies by the process used for manufacture, which is usually determined by the design of the product and the volumes required.
Vacuum forming tools are relatively simple and can be constructed from resin or wood rather than steel. Although they tend to be large, costs are relatively low.
Extrusion tools are made from steel, but in most cases are essentially a ‘profile’ shape machined into a single block.
Rotational and blow moulding tools are more complex, as they consist of two halves that need to be opened and closed each time a part is made.
Injection mould tools are two-part tools that have a core and cavity. Basic tools for low volume production can be produced in aluminium, but will still typically cost a few £1000’s. As tools become larger and more complex, the price can significantly increase.
Once you know the process and tooling required, you have three options:
Injection moulding is a manufacturing process for producing parts by the high-pressure injection of molten plastic material into a mould. It is then cooled prior to the mould opening and ejection or removal by a robot or operator.
The mould or tool has two halves, one containing a ‘male’ core and the other a cavity. When closed, the gap between core and cavity is where the moulding is formed. Limitations of the process relate to the need to remove the finished item once cooled. For example, a hollow ball couldn’t be produced without making it in two halves and then welding or bonding these together.
Initial tooling costs can be relatively high, but tools can have a long service life. Injection moulding machines can also run autonomously and continuously for long periods, making this process best suited to high volume production.
There are a wide variety of polymer grades that can be selected, depending on the application. Colour masterbatch and additives can also be added; for example, the addition of glass fibre can produce plastic components that are sufficiently strong to allow for the replacement of previously metal parts.
The speed at which components can be manufactured (cycle time) depends on the wall thickness of the plastic in combination with the amount of cooling capacity within the production tool. Components cannot be removed from the tool until the plastic has set to a sufficient level. Thin-walled food containers can be produced with sub-five second cycle times, often using multi-impression tools.
Injection moulding machines are highly accurate and range widely in their physical size, meaning that the components they produce can range from those that weigh just a few grams, to larger items such as car bumpers.

VIEW THIS VIDEO SIMULATION demonstrating the injection moulding process. Video credit of PlastikCity partner ARBURG GMBH + CO KG ARBURGofficial YouTube Channel.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your injection moulding project.
For rotational moulding, liquid, or more commonly, powdered plastic, is poured into a hollow mould which is then heated. Once the material has melted, the mould is rotated through several planes so that the molten plastic spreads evenly before and during cooling and setting. It is a slow process but allows the production of large and hollow components with thick wall sections.
Tooling costs are low relative to the size of the components, but piece price is high due to the length of the process and its labour-intensive nature.
Example products are industrial refuse bins, tanks and large ornamental pots.
WATCH THIS VIDEO showing typical products and the process of rotational moulding. Video courtesy of Inca Plastics posted on YouTube.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your rotational moulding project.
With this process, a sheet of plastic is heated and then either draped (thermoforming) or drawn by vacuum (vac-forming) over a male or female profile to produce a three-dimensional shape. Large surface areas can be produced, and tools are relatively inexpensive to manufacture.
Example products include shower trays, disposable confectionery trays, clamshells, plant trays, disposable cups and decorative wall panels.

WATCH THIS VIDEO to see the process in detail. Video courtesy of CMS SpA posted on YouTube.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your vacuum forming project.
Some plastic processing companies specialise in long production runs, for example, they may produce an item such as a paint can on a 24/7 basis using a single type of raw material and as much automation as possible. Their business model will be geared around this type of production, minimal interruption or intervention to the process, meaning that piece prices are relatively low. This is an extreme example, but in most cases, a production run would last at least 24 hours.
Companies that are interested in shorter production runs (lower volume) will have a different business model. Tooling changes will be more frequent, and many more material types will be processed. This obviously has a significant impact on machine downtime and labour costs, so piece prices will be higher, especially when production runs are very short, e.g. to support a spare parts requirement.
The companies listed in the Low Volume section will have differing ideas of what they consider to be ‘low volume’, so you should study their profiles. Some will consider a few thousand parts to be a short production run, whereas, at the other end of the scale, they may 3D print a tool that may only be capable of producing less than 50 components in total.
Plastic extrusion is a high-volume process where plastic material is melted, and extruded continuously through a tool (die) that forms a particular design of plastic profile, film, tube or sheet in a continuous length, before being cut to the required size.
More complex products can be manufactured using a process called co-extrusion. Co-extrusion involves multiple materials being processed by adjacent extruders and combined while still in a semi-molten state.
The tools contain no moving components and are therefore cheaper to manufacture than some other processes.
Example products are window profiles, pipes, tubes, and films for packaging applications.
VIEW THIS VIDEO OF A PIPE EXTRUSION LINE. Video courtesy of AMUT Group (represented in the UK by Renmar).
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your plastic extrusion project.
Pipe & profile: A horizontal extruder passes molten material through a die mounted at its output end. The material is partially cooled as it passes through the die head, enough to retain its shape. The continuously extruded material is pulled through an elongated water bath or similar device that completely cures the plastic before it is cut to length or wound into a coil.
Sheet/film extrusion: The extruded material is fed through in-line dies that convert the tube of solid molten plastic into a flat and thin planar flow of material. This material is then passed through a series of water-cooled rollers called calendar or chill rolls. As well as removing heat, the rollers are used to determine the thickness of the sheet or film. A film is often measured in microns of thickness, whereas a sheet is measured in mm.
In cases where a more technical solution is needed, e.g. for microwaveable food containers, several layers of different material grades are co-extruded and combined.
Blown film extrusion: On exiting the extruder, the material is usually channelled vertically through a circular die that forms a tube of semi-molten material. The tube is then inflated with air while being simultaneously drawn upwards by rollers, which stretches the film and produces the required wall thickness. As the film continues to cool, it is drawn through several sets of nip rollers to flatten it into ‘lay-flat’ tubing, which can then be spooled or slit into two or more rolls of sheeting.
Blow moulding uses a split tool that is similar to that used in injection moulding but has no core, just a cavity. Tooling costs are, therefore, lower.
Hot extruded plastic forms a tube that has one end open, which is called a parison. The mould closes over the parison, and compressed air then forces the material outward to conform to the inside shape of the mould. Once cooled, the mould is opened, and the hollow component is removed.
Examples of blow moulded products are bottles, fuel tanks, watering cans and containers.
WATCH THIS VIDEO of an extrusion blow moulding machine in action. Courtesy of GDK represented in the UK by 3PA.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your blow moulding project.
Extrusion blow moulding: Extrusion blow moulding is the most common and simplest production method and is detailed above. It can produce a wide range of products for a minimum set up cost and in high volume. It is, however, difficult to control wall thickness, scrap rates are relatively high, and products tend to have high levels of flashing around the split line (excess plastic that escapes between the two halves of the tool) that has to be removed.
Injection blow moulding: Injection blow moulding is a hybrid of injection moulding and blow moulding. It involves dispensing a more precise amount of material onto a core pin, that then rotates into a blow moulding station. The process is therefore limited to smaller items, but more complex forms can be created, with minimal variation and no requirement for trimming off excess material.
Injection stretch blow moulding: Injection stretch blow moulding is often used to make PET bottles and adds a material stretching process. It is a two-stage process that involves pre-forms to be injection moulded in advance. The pre-forms are then transferred to the stretch blow station where they are initially reheated. The production rate can be much higher than with the other two forms of blow moulding, but it is much more expensive to set up.
Plastic Additive manufacturing, also known as 3D Printing, is a process that manufactures components by building up layers of polymer to form the required shape. This manufacturing technique can produce complex items that are impossible to replicate using more traditional methods. Items can be manufactured from CAD files, or by scanning and digitising an existing product.
Technology in this sector has developed massively over the last few years. Initially, 3D Printing was used primarily for producing prototype parts, which had a relatively rough finish. In today's market, there are high-speed and high-quality printers used for low and sometimes medium volume production. In some cases, this process can be used as an alternative to injection moulding. Many plastic moulding companies have now installed 3D printers to manage the production of prototypes, and low volume runs.
Structural foam moulding is primarily used for parts that require thicker walls than typical for injection moulding. Introducing a small amount of chemical blow agent or gas into the plastic material produces micro-cellular foaming within the walls of the component that significantly reduces both weight and cycle time.
Lower injection pressure also means that larger parts can be produced with lower tonnage machines. These can have widely differing wall sections without creating surface defects. Parts can be stress-free and more rigid and stable than if produced with conventional injection moulding.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your structural foam moulding project.
Multi-material or multi-colour moulding involves an injection moulding machine that has two or more independent injection units. It is sometimes also known as twin-shot or 2K moulding when there are two injection units involved.
This process allows multiple plastic material types or colours to be combined into a single product. Each plastic is injected in turn and allowed to cure between stages. The mould tool is sometimes rotated (see section on rotary platens) or uses internal slides to form the separate details to be filled. Alternatively, a robot transfers the component between distinct stations within the tool.
Typical examples would be products such as toothbrushes or paintbrush handles with a soft touch grip.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your multi-material injection moulding project.
With insert moulding, a non-plastic component is inserted into the mould tool. The tool is closed, and plastic is moulded around part of the component. Examples would be adding the handle to a screwdriver or incorporating an electrical terminal into a plastic component.
With over-moulding, a plastic part is inserted into a tool and a second polymer moulded around it. An example would be a car gear knob, where a hard inner core has a softer material moulded around it.
In some cases, a conventional moulding machine can be used, but the specialist companies on the PlastikCity website have vertical injection moulding machines that are better suited to this process.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your insert or over-moulding project.
Cleanrooms are used to control contamination levels. Moulding machines and assembly areas are placed inside this controlled environment. The level of control is dependent on the type of product. Medical and pharmaceutical applications are the most common, but sensitive electronics also require protection.
The most basic controlled environment is a white room, which is an area subject to higher cleanliness levels than usual. Surface contamination of plastic parts is minimised, for example by removing them from a machine with a robot or gloved hand and then placing them into sealed containers.
True cleanrooms require a degree of restricted access, an air filtration system and specialised clothing for personnel. Contamination levels are measured in terms of particle size and number per cubic metre. The higher the level of control, the lower the cleanroom classification. An ISO 1 cleanroom allows only 12 particles per cubic metre of 0.3 μm and smaller.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your medical or cleanroom moulding project.
Liquid silicone rubber (LSR) is a highly inert material with high levels of biocompatibility, temperature resistance, compression and dielectric properties. It has excellent clarity and can also achieve very vibrant colours. Typical components would be baby bottle teats and swimming goggles.
The LSR injection moulding process is a very precise. Specialist equipment accurately meters and combining a base material and catalyst that are then injected into a mould tool. It provides excellent dimensional accuracy and flash-free parts, combined with high outputs and low labour content. These properties make it ideally suited for many markets, including medical, healthcare, cookware, aerospace and automotive.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your LSR moulding project.
Sometimes it is not practical to mould components, for example, volumes are very low, the form is complex, wall sections are very thick, or components are very large. In these instances, machining components from solid plastic, or fabricating a solution by joining several individual items, can be the best option.
Machining engineering grades of plastic using CNC lathes, milling equipment, routers, and laser cutters can rapidly produce complex components with difficult to mould features, such as internal threads.
Large and heavy items can be fabricated by invisibly bonding components such as laser cut acrylic or Perspex sheet.
Example products include display units, tanks and very low volume parts.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your plastic fabrication project.
Both Gas Injection Moulding and Mucell ® Moulding are techniques used to reduce the weight of a product. This is also sometimes referred to as ‘Lightweighting’.
Gas Injection Moulding is ideal for the production of mouldings with thick sections that require a high cosmetic finish or a reduction in weight. When plastic cools, it usually contracts, which can leave depressions called ‘sinks’ in the outer surface.
With Gas Injection, plastic is injected into the mould, and then an inert gas (typically nitrogen) is injected into the molten core of the thicker sections. The internal pressure prevents sinking and can also hollow out the component, reducing weight.
In the case of Mucell ® Moulding, a patented system uses an inert gas (also typically Nitrogen) to create very small bubbles within the wall sections of a product. The finished moulding retains a smooth and unbroken outer skin, but its density is significantly reduced. The process is ideal for producing components that need to be physically large and relatively strong, but weight needs to be controlled. Added benefits of the process include the minimising of surface defects such as ‘sinks’, and a reduction in both production cycle time and material content.
Visit here to contact the leading UK manufacturers that can provide you with advice and quotes for your gas injection or Mucell ® moulding project.
With Compression Moulding, a slug of material is typically weighed and loaded (or automatically dosed) into the heated open mould cavity. Machines are usually vertical presses and tools are relatively simple in design.
The tool is then closed, and high load applied, forcing the material to spread and fill the cavity detail. Once the material has cured, the mould is opened, and the moulding is removed. Any excess flash is removed and reused. Materials include specialist thermoset grades, PVC and rubber.
Typical applications are the production of electrical sockets, isolators and connector blocks.
With Intrusion Moulding, hot molten material is extruded directly under low pressure into a mould or series of moulds on a carousel, which is then cooled using air or water. Typical applications include the production of plastic fence posts from mixed recycled material. The process is not suitable for thin-walled or intricate/detailed products.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your Compression and Intrusion Moulding project.
Polyurethane Moulding is generally used for low to medium production runs of very thick-walled parts. The process uses two chemicals combined in a mixing head. The resulting foam fills the tool and quickly sets to create a hard outer surface and less dense core. It is also possible to apply paint to the surface of the tool, which is then bonded to the product during the process.
This process is ideal for large and bulky products where strength is required, but weight is also a consideration. A high cosmetic finish can be achieved, even when there are significant variations in wall thickness. Tooling costs are relatively low, but the process is labour intensive.
If a product is required to be load bearing or stiff (more like an injection moulded part), then Structural Foams and the RIM process (Reaction Injection Moulding) are the best option. Where a lower product density is needed, Integral Skin Foams, Insulation Foams and Cushion foams are used. In some cases, anti-microbial and fire-retardant properties can be incorporated. Examples would be examination benched for hospitals in the former case, or train and plane seats in the latter.
“To be clear, we aren’t talking about cutting a shape out of an existing foam sheet, these processes all allow a ‘formed’ shape to be achieved through the injection of material into a mould. For example, we produce a lot of Integral Skin products for the healthcare sector that requires a softer core coupled with a tough outer skin impregnated with anti-microbial agents.”
Visit here to contact the leading UK companies that can provide you with advice and quotes for your PU moulding project.
Items such as seals and gaiters are often produced from rubber elastomers rather than thermoplastic materials. There is a wide range of rubber compounds to suit different applications and even coloured (rather than black) products can be produced.
The injection moulding process takes place on either vertical machines or more specialised vertical models. The machines have unique feed and plasticising units that are specifically designed to process rubber. For this reason, products need to be sourced from companies that specialise in this field.
Visit here to contact the leading UK companies that can provide you with advice and quotes for your Rubber Moulding project.
Unlike flexible PVC, rigid PVC grades are difficult to process on a standard injection moulding machine. Examples of products produced would be ‘trim’ components for windows, or water pipe fittings.
The machines typically have specially designed plasticising units with higher torque systems for processing stiffer material grades and specialised screw profiles. Machines may also have water-cooled barrels or cooling fans to prevent material degradation in the barrel. Special coatings, e.g. chrome plating, are often used on machine components to prevent exposed metal components from rusting. (PVC releases corrosive gases when processed).
Visit here to contact the leading UK companies that can provide you with advice and quotes for your Rigid PVC Moulding project.
As well as manufacturing plastic components, some companies also provide extensive added value activities within a dedicated area of their facility.
In the case of assembly work, these companies will often carry stock of outsourced components that can be combined with items manufactured in-house. The final assembly may incorporate metal or electronic components for example.
As well as offering manual or semi-automated assembly, perhaps involving fixing solutions such as fasteners, ultrasonic welding or heat-staking, other value-adding activities may be provided. Examples would be painting or printing of parts, as well as packaging and distribution.
Visit here to contact the leading UK companies that can provide you with advice and quotes for Post-Mould Assembly and services.